
DIN 766 Round Steel Link Chains


Please Note:
If you have any special requirements, you can contact us bellow and we will reply you as soon as possible.
Request A QuoteProduct Specification:
DIN 766 Chains-Grade 3 Calibrated Round Steel Link Chians-From China Wristrong
Wristrong Industry provides virous types of alloy steel chains. All of our chains are manufactured from hardened and tempered alloy steels and has a high resistance to impact and wear to meet critical requirements of EN818-2,AS2321,DIN5685A/C,NACM,OSHA,ASTM80,NACM84/90, NACM96,DIN764,DIN763,DIN766,ETC.
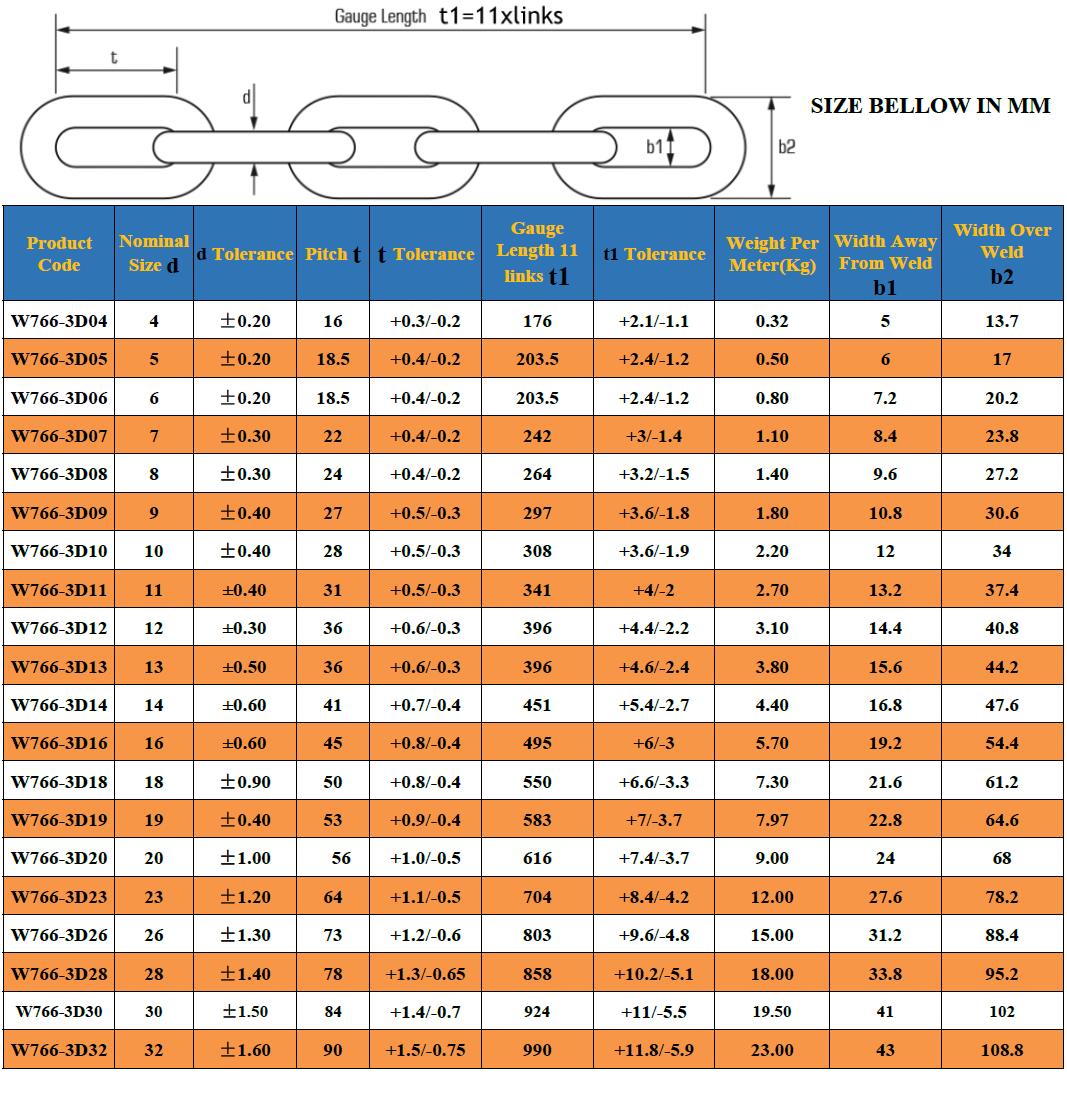
Wristrong DIN 766 welded short link chains are calibrated and tested grade 3 round steel link chains and made from high quality alloy steel as specified in DIN 17115,type at the manufacturer's discretion:minimu quality: USt 35-2. The DIN 766 chains are suitable for general purpose, such as engineering, industrial and marine applications in conjunction with our mild steel components. All Wristrong DIN 766 Chains are heat treated and meet the rerquirements specified in DIN 685 Part 2. The dimensions of our DIN 766 chains are within the tolerances given in the table bellow.
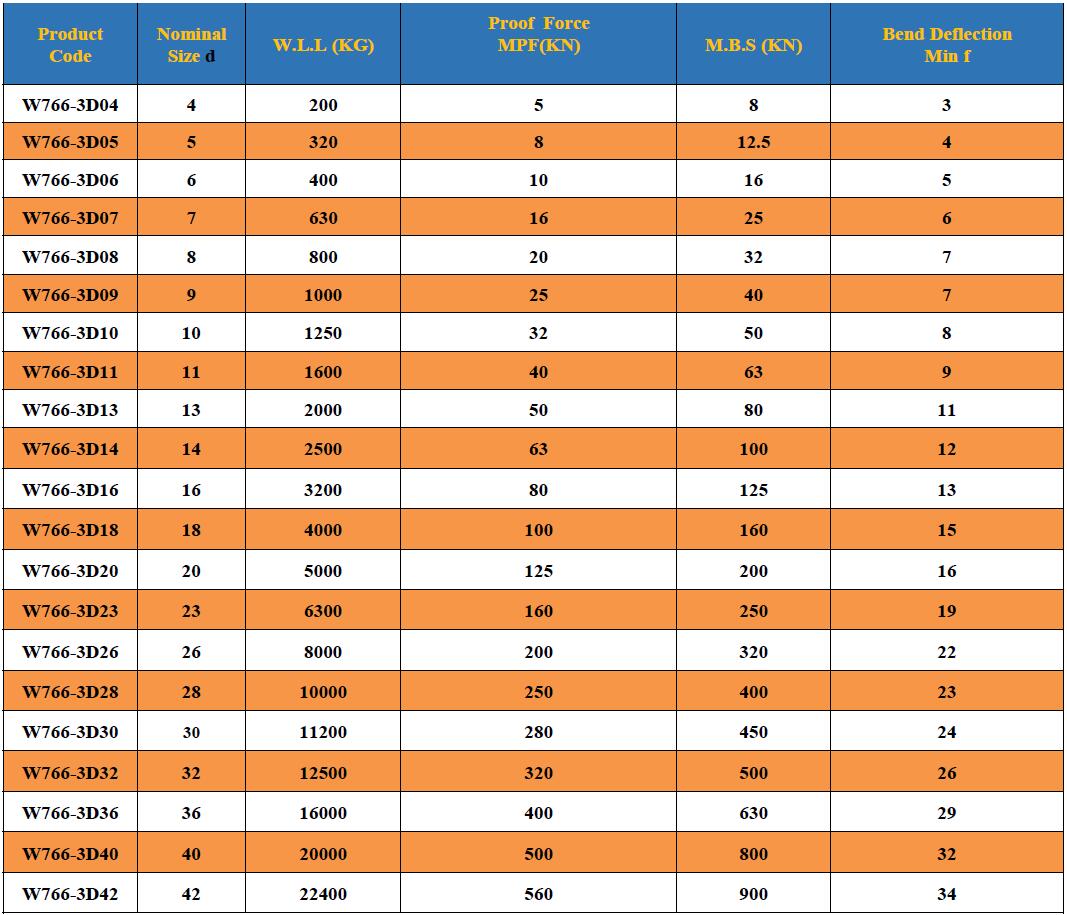
The inspection of the DIN 766 chains should include the tensile test, proof test and bending test. The standard of the tests above specified as in the table 2 bellow, in accordance with DIN 685 Part 3.
The identification marking of EACH unit of our DIN 766 chains will come with a white triangular tag with test stamp of manufacturer as specified in DIN 685 Part 4, as well as the chain size in mm.Specification On DIN 766 Round Steel Link Chains
Working Load Limits(W.L.L) & Proof Force Test
Size Bellow in MM
The Production Process of Wristrong Lifting Chains:
1:FORMING: Link shape and V notche check required during the full procedure. Dimensions check required.
2:WELDING: The weld was produced using the resistance butt processes and positioned in the centre of one leg of the link. It was smoothly finished all round. The links and welds shall not show fissures, notches or similar faults that are detrimental to the chain after welded. The diamater of the material at the weld was nowhere exceed the dimenstions requirements and not.less than the diameter of the material of the link.For smooth welded chain, fins caused by welding will be removed and the weld will be smoothly finished all round. The positioning of the weld at the centre of the straight barrel and the tolerances imposed on protrusions at the weld will provide the required clearances.
3:CALIRATING: Dimension check required for each calibration. Proof load on calibration shall be record for each batch.
4:MARKING: Chain Calibration Machine. Tow series available for 5mm to 16mm chain diameter marking/stamping. One key start. Adopt PCC control system with automatic-stop function when encounter fault, Reasonable mould design. Add self-weight function for the machine to increase the operational stability.
Pneumatic marking system which can also mark on two links at the same time.5:HEAT TREATMENT: All the chain has been intermediate-frequency heat treated, it was hardened from a temperature above the AC3 point and tempered before being subjected to the manufacturing proof force. The termpering conditions was at least as effective as a temperature of 400°C maintained for a period of 1 hour. When proposed for verification, sample chains has be tested after they have been reheated to and maintained for 1 hour at 400°C and then cooled to room temperature.( AS 2321:2014 required the chain to be tempered in temperature at least 200°C for V200 and 380°C for V400).
Hardness check required.
Proof load and breaking load tests required.
Elongation measurement required.
Bend test required.
